

Can you imagine your daily life without rubber gloves? They offer protection and are available in all colors of the rainbow. They not only have to be leak and tear proof, but also the color has to match. Therefore, color difference, tinting strength as well as opacity are controlled. Thus, it will not matter which glove the customer will wear, the pair will always match. Not an easy task!
The company Goodyear is said to have made the first rubber gloves in 1847. Their purpose was to protect men working on telegraph lines from electric shocks. Approximately 50 years later rubber gloves found their way into mass production. As Caroline Hampton, the Chief Nurse of Johns Hopkins Hospital of Baltimore, USA, showed sensitivity to antiseptics, her boss William Halsted, the Chief of Surgery, asked Goodyear Rubber Company to produce thin rubber gloves. These gloves proved to be a very effective protection against the spread of germs and are still being used in healthcare since then.
Other applications like general industry, household and food service adapted the benefits of the protective gloves resulting in a production of more than 100 billion rubber gloves per year. That means that large factories need to manufacture up to 50,000 gloves per hour!
Production of rubber gloves
The most popular material used for making gloves is natural latex from the rubber tree. However, as more and more people have developed allergies to latex products and natural latex provides poor protection against certain solvents, it was replaced by synthetic rubber based on PVC, nitrile, and neoprene.
The production of rubber gloves is more complex than you would anticipate. Hand-shaped molds made out of ceramic or aluminum are used to form the glove. First, a thorough cleaning step in soap water and bleach removes the residues from the last production to avoid any contamination that could potentially create holes in the glove. After this, the ceramic hands are dipped into a chemical bath which forms a film on the surface and then into a warm liquid rubber compound. The liquid rubber reacts with the chemical coating and becomes gel like. In the following process step, the hands go through an oven to dry the liquid rubber and vulcanization takes place, which makes the rubber stronger, elastic and consequently less likely to tear. Finally, brushes roll up the cuffs so that workers can easily peel them of the ceramic forms.
The most popular material used for making gloves is natural latex from the rubber tree. However, as more and more people have developed allergies to latex products and natural latex provides poor protection against certain solvents, it was replaced by synthetic rubber based on PVC, nitrile, and neoprene.
The production of rubber gloves is more complex than you would anticipate. Hand-shaped molds made out of ceramic or aluminum are used to form the glove. First, a thorough cleaning step in soap water and bleach removes the residues from the last production to avoid any contamination that could potentially create holes in the glove. After this, the ceramic hands are dipped into a chemical bath which forms a film on the surface and then into a warm liquid rubber compound. The liquid rubber reacts with the chemical coating and becomes gel like. In the following process step, the hands go through an oven to dry the liquid rubber and vulcanization takes place, which makes the rubber stronger, elastic and consequently less likely to tear. Finally, brushes roll up the cuffs so that workers can easily peel them of the ceramic forms.

Quality control of rubber gloves
Before packaging the gloves are stretched and inflated to check for weak spots and holes. Additionally, they are filled with water, closed and hungup to check for leaks. Rubber gloves are available in a variety of colors ranging from clear/white over blue, yellow, orange, purple to even black using customized rubber formulations for each color. In order to guarantee consistency each formulation needs to be controlled for color as well as tinting strength. Thus, it will not matter which glove the customer will wear, the pair will always match. Not an easy task!
Color Control
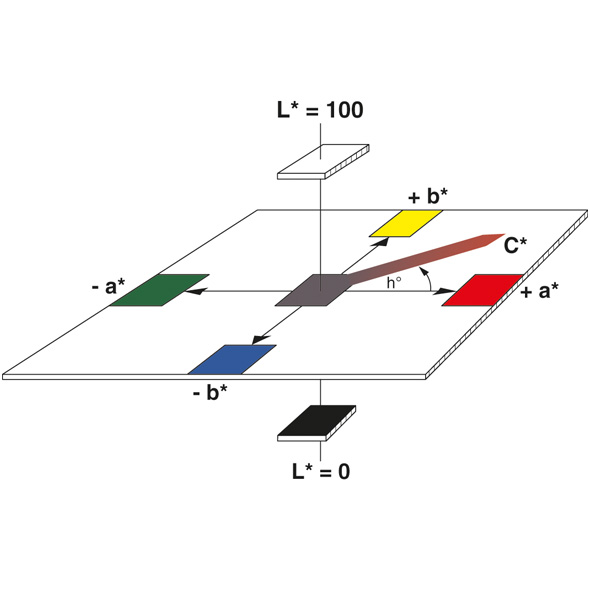
One of the crucial quality parameters for the latex compound is its color. A spectrophotometer like the BYK-Gardner spectro2guide measures the amount of light reflected by the object at different wavelengths in the visible range (400 – 700 nm). Internationally standardized color systems, like the widely used CIELAB system, combine data of standardized illuminant, standardized observer and spectral remission data. The CIELAB system consists of the two axes a* and b*, which are at right angles to each other and define the color shade. The third axis represents the lightness L* and is perpendicular to the a*b* plane. In many cases, only the overall color distance dE* is used to assess the color deviation. However, in order to establish the cause of the deviation between the target colorant and the new batch it is important to make use of the individual components da*, db* and dL*. The parameter da* provides information on a green/red, db* on blue/ yellow deviation and dL* indicates whether the batch is lighter or darker.
Before packaging the gloves are stretched and inflated to check for weak spots and holes. Additionally, they are filled with water, closed and hungup to check for leaks. Rubber gloves are available in a variety of colors ranging from clear/white over blue, yellow, orange, purple to even black using customized rubber formulations for each color. In order to guarantee consistency each formulation needs to be controlled for color as well as tinting strength. Thus, it will not matter which glove the customer will wear, the pair will always match. Not an easy task!
Color Control
One of the crucial quality parameters for the latex compound is its color. A spectrophotometer like the BYK-Gardner spectro2guide measures the amount of light reflected by the object at different wavelengths in the visible range (400 – 700 nm). Internationally standardized color systems, like the widely used CIELAB system, combine data of standardized illuminant, standardized observer and spectral remission data. The CIELAB system consists of the two axes a* and b*, which are at right angles to each other and define the color shade. The third axis represents the lightness L* and is perpendicular to the a*b* plane. In many cases, only the overall color distance dE* is used to assess the color deviation. However, in order to establish the cause of the deviation between the target colorant and the new batch it is important to make use of the individual components da*, db* and dL*. The parameter da* provides information on a green/red, db* on blue/ yellow deviation and dL* indicates whether the batch is lighter or darker.
Determination of Tinting Strength
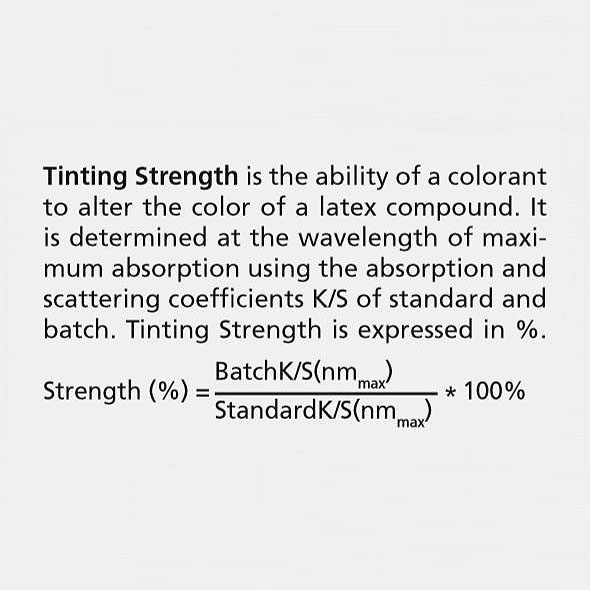
Additionally, the colorant’s tinting strength needs to be controlled to achieve the required color shade. Tinting strength of the final latex compound is directly influenced by the pigment type and concentration used in the colorant. Differences result from batch-to-batch variations during colorant manufacturing. Tinting strength can be influenced by using an optimized dispersing additive at an optimized dispersing time.
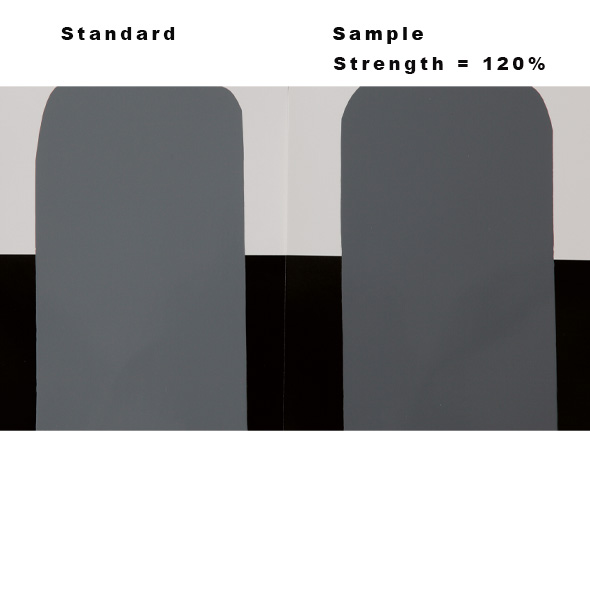
Tinting strength of a new batch is always determined relative to a reference colorant in a standard resin. Drawdowns are made on opacity charts at complete hiding and measured with a spectrophotometer. The standard is assigned with a tinting strength of 100%. The tinting strength of the batch is determined relative to the standard. If the batch has a tinting strength < 100%, it means that it is weaker and more colorant is needed to achieve the required color shade.
Additionally, the colorant’s tinting strength needs to be controlled to achieve the required color shade. Tinting strength of the final latex compound is directly influenced by the pigment type and concentration used in the colorant. Differences result from batch-to-batch variations during colorant manufacturing. Tinting strength can be influenced by using an optimized dispersing additive at an optimized dispersing time.
Tinting strength of a new batch is always determined relative to a reference colorant in a standard resin. Drawdowns are made on opacity charts at complete hiding and measured with a spectrophotometer. The standard is assigned with a tinting strength of 100%. The tinting strength of the batch is determined relative to the standard. If the batch has a tinting strength < 100%, it means that it is weaker and more colorant is needed to achieve the required color shade.
Determination of Opacity
The opacity of the final rubber glove is highly influenced by the process parameters. Mainly the length of time the ceramic molds are dipped into the latex compound and the vulcanization time have an impact on the thickness of the rubber glove and consequently on its opacity. Dependent on the usage, different classes of opacity are required.
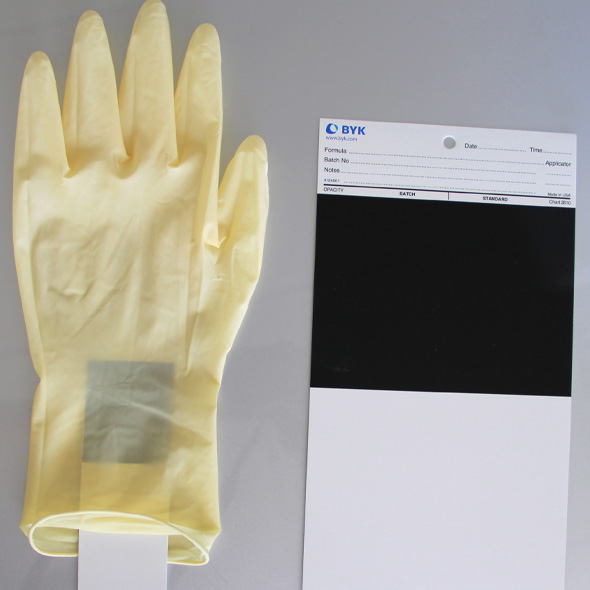
In order to achieve objective and reliable data reflectance measurements are done with a spectrophotometer. A small piece of an opacity drawdown chart is put inside the rubber glove. The charts are made of black and white areas that are large enough to be measured with the instrument.
The opacity of the final rubber glove is highly influenced by the process parameters. Mainly the length of time the ceramic molds are dipped into the latex compound and the vulcanization time have an impact on the thickness of the rubber glove and consequently on its opacity. Dependent on the usage, different classes of opacity are required.
In order to achieve objective and reliable data reflectance measurements are done with a spectrophotometer. A small piece of an opacity drawdown chart is put inside the rubber glove. The charts are made of black and white areas that are large enough to be measured with the instrument.
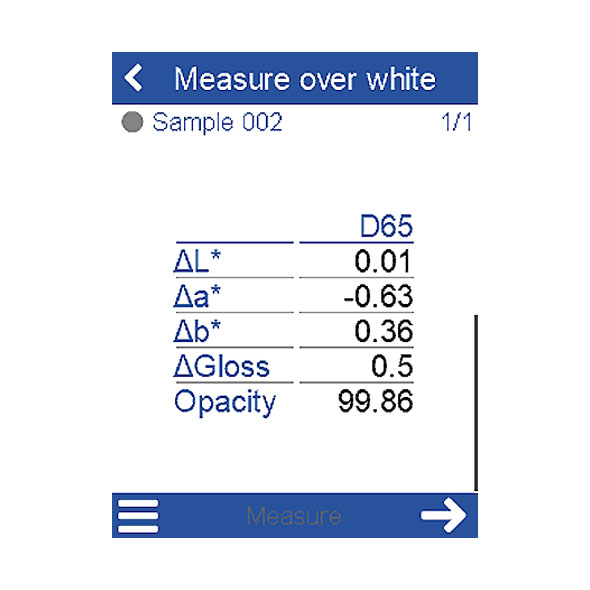
According to international standards, three readings are to be taken on the black as well as the white area. When using the BYK-Gardner spectro2guide the opacity value is automatically calculated and displayed on the instrument. Dependent on the results, process parameters might need to be adjusted.
As opacity checks are frequently done it is very important to ensure that the drawdown charts are highly consistent in color and gloss. The use of BYK-Gardner byko-charts drawdown charts guarantees tightest tolerances and prevent erroneous colorant batch rejections.
As opacity checks are frequently done it is very important to ensure that the drawdown charts are highly consistent in color and gloss. The use of BYK-Gardner byko-charts drawdown charts guarantees tightest tolerances and prevent erroneous colorant batch rejections.
References
[1] Science Channel Insider: www.sciencechannel.com
Product Page
spectro2guide: https://www.byk-instruments.com/en/Color-Control/spectro2guide-Color-Control-Handheld-Spectrophotometer/c/2337
Other ALTANA divisions



A member of
